
在耐磨钢板焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。反之,焊缝过窄、焊脚尺寸过小,耐磨钢板与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。因此正确确定耐磨钢板焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
手弧焊焊缝尺寸的经验计算公式
1、对接焊焊缝尺寸经验计算公式
根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
(1)I形焊缝宽度的经验计算公式
生产中,一般板厚小于6mm不开坡口,形成I形焊缝,
焊缝宽度:C=δ+2
⑴式中 δ——工件厚度,mm。
(2)带钝边V形对接焊缝宽度经验计算公式
如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:
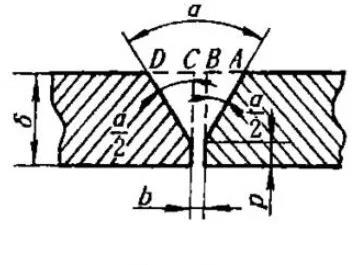
焊缝宽度 C=AB+CD+b+2e
=2(δ-P)tan(α/2)+b+2e
≈δ+3
⑵式中e——坡口两边焊缝覆盖宽度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
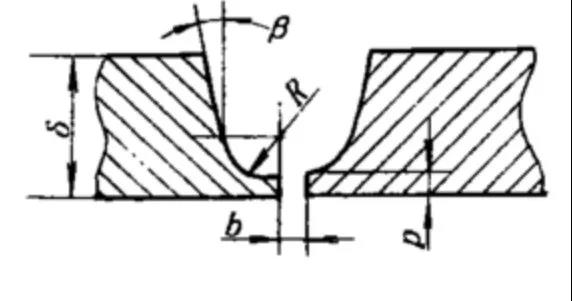
(3)带钝边的U形坡口对接焊缝宽度经验计算公式
如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:
焊缝宽度
C=2(δ-P-R)tanβ+2R+b+2e
≈0.35δ+12.5
⑶式中取P=2,b=2,e=1.5,R=5,β=10°。
2、角焊缝焊脚尺寸的经验计算公式
角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
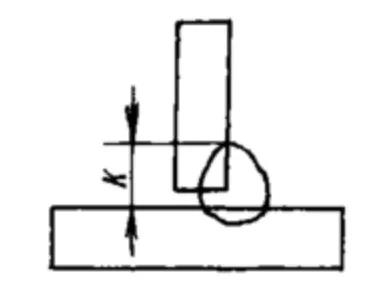
如图3所示,
T形接头角焊缝焊脚尺寸
K=δ+2
⑷式中δ——两焊件较薄者厚度
3、组合焊缝尺寸的经验计算公式
组合焊缝是指同一接头焊缝由几种不同焊缝组成。
如图4所示即为带钝边V形对焊缝与角焊缝形成的T形接头组合焊缝。
坡口角度为β1,钝边为P,间隙为b,根据解三角形的方法:
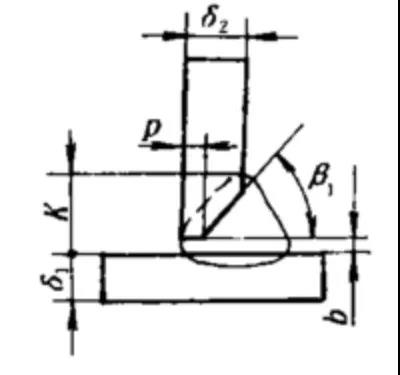
焊脚尺寸K=(δ2-P)tanβ1+b+e≈1.2δ2+1.5
⑸式中取P=2,b=2,e=2,β1=50°。
埋弧自动焊焊缝尺寸经验计算公式
埋弧自动焊焊缝尺寸 C=δ+10
式中δ——板厚,mm。
该公式与根据《焊接方法及设备》中焊缝熔宽计算公式进行校验,结果基本一致。
(1)本文得出的焊缝尺寸经验计算公式经多年的实际应用证明是正确的,完全能满足生产实际需要;
(2)带钝边V形、带钝边U形等坡口焊缝的焊缝尺寸确定方法,对于类似的坡口形式(如单边V形、双边V形等)可按类似方法计算确定;
(3)按上述方法计算出的焊缝尺寸值,只是一个参数值,实际应用中可视具体情况,在参数基础上略作调整,一般取公差±1mm左右;
(4)该公式简明,容易记忆,使用方便,不仅适用于工程技术人员和操作工人,而且特别适用于经验不足者。