
1.前沿
JFE-HITEN系列,既有高强度,又显示了优异的加工性。但是,加工或施工时,请特别注意不要损害其机械性质。
2.标记
钢板弯曲之际,外面用钢凿和打标记等,会造成裂纹,请注意。
3.切断、打孔
避免以冲孔方式打孔,应使用钻头。JFE-HITEN和普通钢板一样,易于进行气体切断。气体切断会出现硬化层,但其深度在2mm以下。就690N/mm2以下的钢板进行弯曲加工时,请预先以砂轮机等除去硬化层。就气体切断面进行焊接时,是在焊熔中进入,可能不需要上述工序。
4.冷加工
由于强度、特别是降伏点较高,与普通钢板相比,弯曲加工需要较大的力量,但由于富有韧性,冷加工很容易,可是与普通钢板相比,弹性变形回复较大,因此需要留意进行加工。弯曲的方向,最好与钢板的轧制方向平行,弯曲半径根据使用材料,请采用板厚的最小3-8倍左右。在气体切断情况下加工时,请适当予以养护。
5.热加工及温热加工
淬火、回火钢的情况下,以回火温度以上的温度加工,会招致材质的劣化,因此,请注意不要超过回火温度。有关加工条件,请预先进行咨询。控制轧制及TMCP材料的情况请予以咨询。
请避免热加工。
6.去除应力退火
去除应力退火时,请事前咨询。
淬火、回火材料时,请在不超过回火温度的温度下进行。
控制轧制材料、TMCP材料原则上不进行去除应力退火,如进行请在580°C以下的低温进行。
7.焊接施工
JFE-HITEN,通过一般利用的手工焊接、自定及半自动焊接等,可以得到令人满意的焊接接缝。
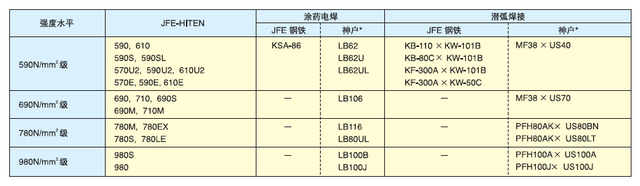
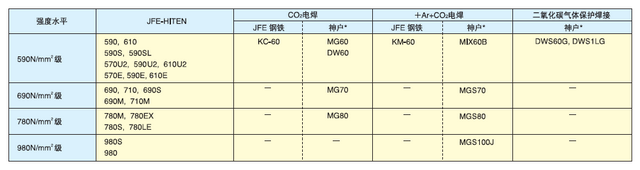
1)焊接材料
高张力钢板的焊接,为了防止伴随焊接产生各种缺陷,手焊条需要使用低氢涂敷的焊条,自动焊接用焊剂碱度高、焊接金属韧性优异的焊条,代表性的焊接材料如下表所示。
2)使用前的再干燥
将低氢系焊条使用于手工焊接时,请预先以350-450°C干燥约1小时,自动焊接的焊剂潮湿时,也需要以250-350°C进行约1小时的充分干燥。
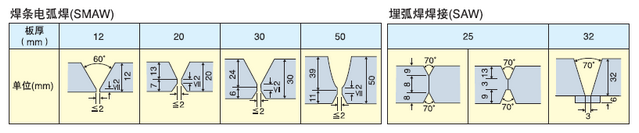
3)坡口加工
坡口加工,以气体切断等进行,复杂的形状或需要精度加工时,进行机械加工。
代表性的坡口形状
4)预热处理
焊接时的预热,请根据使用材料、板厚、焊接方法、特殊部的限制条件等周围状况,设定条件。
590N/mm2级JFE-HITEN,虽然可以无预热进行接合焊接,但还是请根据上述条件进行预热,预热温度为50-100°C即可。裂纹感受性较低的“U”、“E”系列,可以进一步降低预热。
690N/mm2或以上的高张力钢板,需要100-175°C的预热温度,即使根据上述条件,适性温度也有所改变,请予以咨询。
690N.mm2以上的高张力钢板,也有-LE、-EX的预热降低型的高张力钢板。
5)定位焊接
定位焊接时,焊接条件与本焊接同样,但定位焊接的长度最好在50mm以上,另外,坡口面意外的引弧等不要焊接。
6)正式焊接
(1) 在开始部,坡口内请使用约30mm声望后起动法,直线进行。
(2) 弧长请尽可能短。
(3) 不要进行横摆,即使进行,也请在焊条径的1.5倍以下。
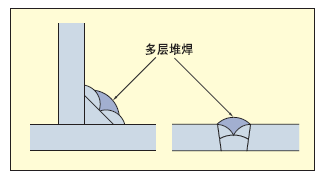
(4) 690N/mm2以上时,涂药电焊时,请使用图示的多层堆焊法。
(5) 低氢系的焊条,与钛铁矿型和纤维素型焊条相比,焊渣难以取出,但请务必取出,进行预热后比较易于取出。
(6) 潜弧焊接时,会出现热影响部分脆化和软化等现象,请留意焊接线能量。
(7) 与预热相同,也请留意层间温度.