Careful cautions are required in welding of JFE EVERHARD from a viewpoint of prevention of weld cracking, as it has high hardness and high strength compare to common structural steel plates. The cracking, in many cases, is so called hydrogen induced cracking, which is also called cold cracking or delayed cracking, due to the hydrogen contained in weld metal diffusing into base metal. Therefore, please pay full attention to the following points.
1.Selection of welding materials
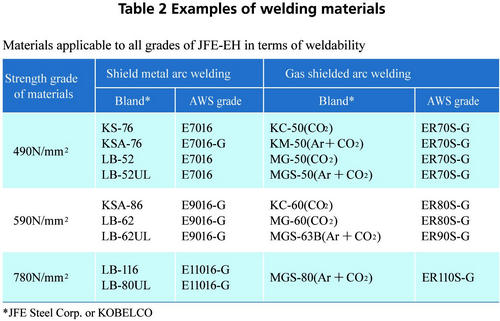
Typical welding materials for JFE-EVERHARD are shown in Table 2.
Low hydrogen or ultra-low hydrogen type materials are recommended.
Solid wire for CO2 gas shield arc welding is also recommended.
Probability of cold cracking (hydrogen induced cracking) is reduced when low strength welding materials are used. If wear resistance of weld metal is a key factor, please use high strength welding materials for final welding layers, such as 590N/mm2 or 780 N/mm2 grade welding material.
2.Preheating
Preheating condition varies with chemical composition, plate thickness and the restraint conditions for weld areas. For your reference, recommended preheating temperature based on test results under high restraint condition is given in Table 3.
In case preheating can not be applied, it can be welded by using austenitic stainless materials. In this case, high Cr and Ni content austenitic stainless material such as type 309 is recommended instead of 304 or 316 type.

3.Postheating
In general, postheating is not necessarily required unless hard facing welding material is used. Postheating at the same temperature as preheating makes crack prevention more secure.
4.Other general items
Before using welding electrodes, please re-dry them for shield metal arc welding at 350~400˚C for approximately 1 hour.
When flux cored wire is used, please note that induced hydrogen might be higher by moisture absorption of flux. The stocking procedures of FCW shall be in accordance with the suppliers’ instruction.
When humidity at working area is high, induced hydrogen might be high. The stocking procedures of FCW shall be in accordance with the suppliers’ instruction.
Please remove rust, oil, slag and other undesirable materials from the weld area and maintain it in good condition. Such contaminations might provide weld defects and/or cracking.
If arc-striking is done on the surface of the base metal, it may cause cracks. Therefore, use either the back-step welding or waste piece arcing method.
Please keep the arc length as short as possible.
Please avoid weaving as much as possible. If weaving must be performed, please restrict it to no more than 1.5 times the diameter of the welding electrode.
Tack welding can be performed in the same manner as conventional welding, however please keep the bead length 50mm or longer.
Heat input is recommended to be set above 2kJ/mm.
PWHT
PWHT is sometimes applied to structures such as pressure vessels to reduce residual stress by welding.
However PWHT should not be applied to JFE-EVERHARD used for wear resistant purpose.